
The paper cup manufacturing process is a mix of smart design, careful materials, and precise machines. From choosing the right paperboard and coatings to shaping, sealing, and printing, every step matters. Quality checks keep cups safe and strong, while new eco-friendly methods aim to cut waste and harm to the planet. Understanding this process helps businesses create better cups and meet customer needs. The future holds more green tech and faster machines, making paper cups smarter and cleaner.
Blog Content:## Raw Materials and Components Used in Paper Cup Manufacturing
Paperboard as the Base Material
Paperboard serves as the core material in paper cup manufacturing, providing structure and strength. Common types include SBS (Solid Bleached Sulfate), unbleached kraft, coated unbleached kraft, and bamboo paperboard. SBS offers a bright, white surface ideal for high-quality printing, while unbleached kraft variants provide a natural look and increased durability. Bamboo paperboard is emerging as a sustainable alternative due to its rapid renewability. Typical paperboard thickness ranges from 180 to 300 gsm. Thicker boards enhance cup durability and insulation, which is crucial for hot beverage cups. Manufacturing often balances between virgin paperboard, which provides superior quality and strength, and recycled paperboard, which supports sustainability but may trade slightly in durability. Choosing the right type and thickness of paperboard affects the cup’s performance, recyclability, and environmental impact. You can learn more about various options in our double wall paper cup eco-friendly custom insulated options, which highlights how design choices impact end-use.
| Paperboard Type | Characteristics | Typical Thickness (gsm) | Advantages | Drawbacks |
|---|---|---|---|---|
| SBS (Solid Bleached Sulfate) | Bright white surface, high print quality | 180 – 300 | High-quality printing, strong | Higher cost |
| Unbleached Kraft | Natural look, increased durability | 180 – 300 | Durable, eco-friendly appearance | Less bright surface |
| Coated Unbleached Kraft | Enhanced surface coating | 180 – 300 | Improved printing and strength | Potential recycling complexity |
| Bamboo Paperboard | Sustainable, rapid renewability | 180 – 300 | Eco-friendly, renewable | Emerging material, cost may vary |
Coatings for Liquid Resistance and Insulation
To prevent leakage and improve insulation, paper cups receive coatings on the paperboard. Polyethylene (PE) coatings are widely used for their excellent liquid resistance and food safety compliance. PE-coated cups are common for hot and cold drinks but pose challenges in recycling due to the plastic layer. Bio-based coatings like Polylactic Acid (PLA) are gaining popularity because they are biodegradable and compostable, reducing environmental footprints. PLA coatings, applied via lamination or extrusion, offer similar liquid resistance while aligning with eco-friendly trends. Wax coatings remain an alternative but have limited heat tolerance and are less favored for high-demand usage. Coating techniques, including extrusion and lamination, ensure a uniform protective layer essential for quality paper cups and help achieve standards required for food contact.
Additional Components Impacting Quality
Beyond the base paperboard and coatings, other elements influence the final product’s quality and usability. Food-grade inks and adhesives are vital for printing designs and securely sealing cup seams, ensuring safety and durability. These materials must comply with strict regulatory standards to avoid contamination and maintain product integrity. Cup lids and sleeves are important accessories that complement the cup’s thermal insulation and user convenience. Their design and material must coordinate with the cup manufacturing process to maintain consistent quality. Chemical safety considerations guide the selection of all components, securing regulatory compliance and protecting consumer health, which are critical for maintaining trust in quality paper cups.
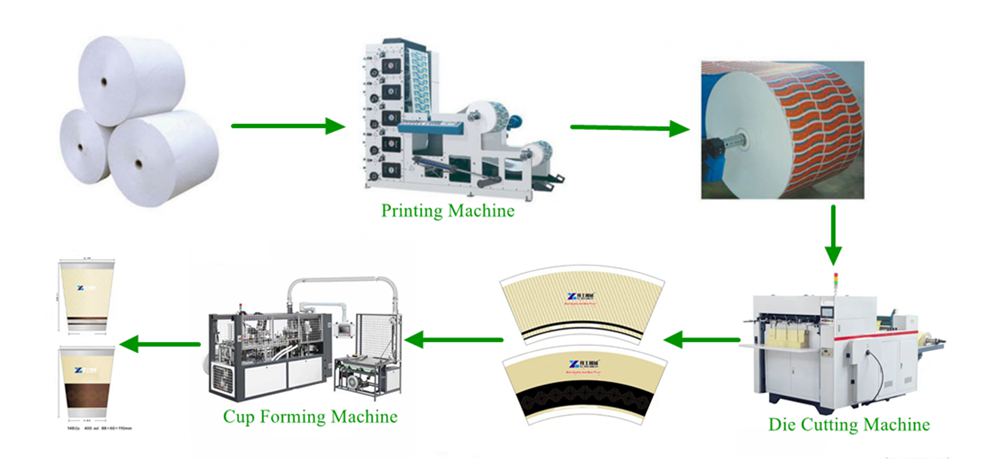
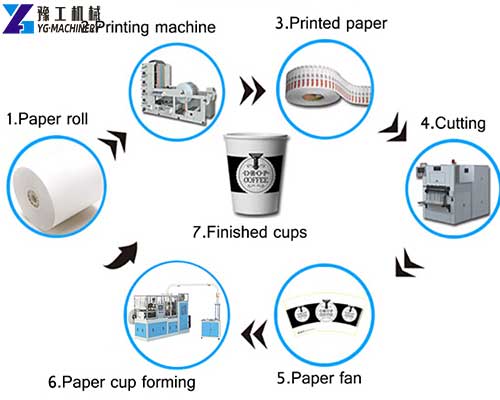
Detailed Paper Cup Manufacturing Process and Machinery
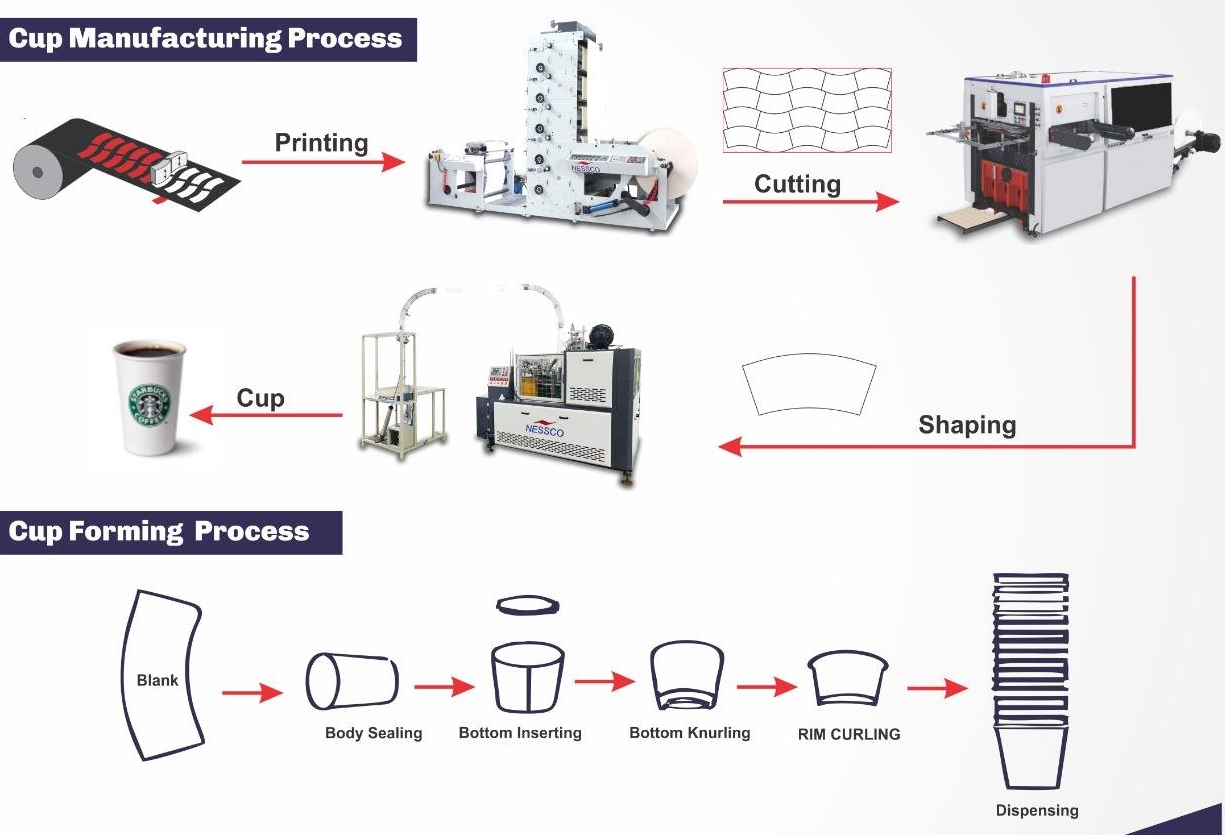
Preparation of Paperboard and Printing
The paper cup manufacturing process starts with unwinding large rolls of paperboard, which are first conditioned to ensure uniform thickness and smoothness. This step is crucial as it affects the final cup’s strength and appearance. Next, flexographic printing is applied using food-safe inks that comply with safety regulations. Printing can be done inline, directly on the production line, or as a separate step depending on the machine setup. Multi-color designs are common, helping brands showcase their logos and messages. After printing, the sheets undergo drying and curing to fix the ink properly, ensuring no smudging or defects before the blanks are cut.
Die Cutting into Cup Blanks
Precision die-cutting machines then cut the printed and coated paperboard into cup blanks. These machines must be accurate to accommodate different cup sizes and designs, producing clean edges for easy forming. The cut blanks are stacked systematically for smooth feeding into the forming machines, preventing jams and ensuring fast production flow.
Forming and Sealing the Cup Shape
Paper cup forming machines vary widely: fully automatic machines manage every step, including feeding, forming, sealing, and stacking, while semi-automatic ones require some manual intervention. Single and double-sided coated machines address different cup specifications, like insulation needs. Ultrasonic welding technology is used in some lines to produce airtight seams without adhesives. Forming begins by curling the sidewall blank into a cylinder, then sealing the seam with hot-melt adhesive or ultrasonic welding for durability. The bottom disc, cut separately, is heat-sealed to the cylinder base creating a leak-proof cup. Finally, the rim is curled to form a smooth drinking edge for user comfort. For an in-depth look at the evolution of materials, check out our biodegradable paper cups page, which outlines sustainable choices in manufacturing.
| Manufacturing Step | Description | Key Equipment | Notes |
|---|---|---|---|
| Unwinding & Conditioning | Prepare paperboard for printing | Unwinders, calenders | Ensures smoothness & strength |
| Printing | Apply designs with food-safe inks | Flexographic or inline printers | Multi-color possible |
| Drying & Curing | Fix ink to paperboard | Drying ovens | Prevents smudging |
| Die Cutting | Cut paperboard into cup blanks | Die-cutting machines | High precision required |
| Forming & Sealing | Curl sidewall, seal seam & bottom | Forming & sealing machines | Hot-melt or ultrasonic sealing |
| Rim Curling | Create drinking edge | Curling machine | Improves user comfort |
Production Efficiency and Speed
Modern paper cup machines operate at speeds between 150 to 3000 cups per minute, with industrial models reaching the higher range for mass production. Automation plays a key role in reducing labor costs and ensuring consistent quality. Regular maintenance on these machines keeps downtime minimal and maintains optimal performance, essential for large-scale operations to meet soaring global demand.
Specialty Cup Manufacturing
Specialty cups, like double-wall or ripple wall types, require more complex manufacturing steps. Double-wall cups are formed by bonding two paperboard layers, each coated separately, offering better insulation for hot beverages. Ripple wall cups involve a corrugated inner layer for heat retention. Inline printing integration in these machines allows customized branding and decorative designs during production, reducing overall cycle time and improving efficiency. These innovative techniques meet diverse market needs for quality paper cups and eco-friendly options, which we explore more in custom printed paper cups to showcase branding opportunities.
Quality Control and Industry Standards in Paper Cup Production
Key Quality Control Checkpoints
In paper cup manufacturing, multiple quality control checkpoints ensure the production of quality paper cups that meet consumer expectations. Leak testing simulates real liquid holding conditions to verify cup watertightness. Seam strength testing confirms that the side and bottom joints endure stress without breaking, which prevents leaks and product failure. Coating integrity inspections check that the polyethylene (PE) or polylactic acid (PLA) layers fully cover the paperboard to maintain insulation and moisture resistance. Visual inspection audits printing quality, confirming that designs are clean and uniform, and verifies cup shape consistency to avoid deformations that could affect stacking or usability. These checkpoints are critical for maintaining product consistency and avoiding defects that could harm brand reputation.
Regulatory and Safety Standards
Paper cup manufacturing strictly follows food safety regulations governing materials such as paperboard, coatings, inks, and adhesives, ensuring all components are safe for contact with beverages. Regulatory compliance mandates the use of food-grade, non-toxic inks and controlled chemical additives to minimize hazards. Additionally, manufacturers pursue environmental certifications for biodegradable and recyclable cups, reflecting a commitment to sustainability. These certifications enforce adherence to eco-friendly practices, including the use of plant-based PLA coatings and recyclable paperboard. This compliance ensures products meet consumer demand for safe, environmentally responsible paper cups while abiding by legal standards.
| Quality Control Measure | Purpose | Testing Methods | Importance |
|---|---|---|---|
| Leak Testing | Ensure cups do not leak | Pressure tests, liquid fill tests | Prevents product failure |
| Seam Strength Testing | Verify joint durability | Tensile strength tests | Avoids breaking or leaks |
| Coating Integrity Inspection | Confirm full coverage of coatings | Visual & mechanical inspections | Guarantees insulation & moisture resistance |
| Visual Inspection | Assess print quality and shape consistency | Manual or automated optical systems | Ensures brand appeal & usability |
Impact of Quality Control on Brand Reputation and Cost Efficiency
Effective quality control in paper cup manufacturing reduces defects, scrap, and waste, optimizing production efficiency and lowering costs. By catching issues early—whether in seam weakness or coating flaws—manufacturers prevent costly recalls and maintain high throughput. Maintaining stringent quality assurance also enhances consumer trust, as customers expect reliable, leak-proof cups with consistent appearance and performance. This trust improves brand reputation and customer loyalty, driving sales growth. Moreover, rigorous quality control supports sustainability goals by minimizing material waste and ensuring recyclable or biodegradable cups perform reliably, aligning brand values with market trends and regulatory demands.
Environmental Considerations and Innovations in Paper Cup Production
Environmental Impact of Conventional Paper Cups
Conventional paper cups often use polyethylene (PE) coatings to prevent leaks and provide durability. While effective, PE coatings make recycling difficult because they create a composite material that waste facilities struggle to separate. As a result, many of these cups end up in landfills, contributing to environmental pollution. Lifecycle analysis shows that from raw material extraction—often wood pulp—to disposal, PE-coated cups have significant ecological footprints. Energy and water use during paperboard production, plus the persistent plastic layer, lead to long-term waste issues.
Emerging Sustainable Materials and Practices
To reduce environmental harm, manufacturers increasingly use biodegradable coatings like polylactic acid (PLA), a plant-based alternative that breaks down faster than traditional plastics. Paperboard sourced from recyclable materials also gains popularity, minimizing plastic additives that block recyclability. Innovations include compostable cups made from bio-composite materials, combining natural fibers and biodegradable coatings, which can fully decompose in industrial composting setups, reducing landfill waste. These sustainable practices support eco-friendly paper cups and improve overall sustainability in paper cup production.
| Material/Practice | Environmental Benefit | Challenges | Adoption Status |
|---|---|---|---|
| PE Coating | Provides liquid resistance | Difficult to recycle | Widely used but declining |
| PLA Coating | Biodegradable, compostable | Cost, industrial composting needed | Increasingly popular |
| Recyclable Paperboard | Reduces plastic content, easier to recycle | Requires suitable recycling facilities | Growing use |
| Bio-composite Materials | Fully decomposable in industrial compost | Limited large-scale production | Emerging innovation |
Recycling and Waste Management of Paper Cups
Recycling paper cups remains a challenge mainly due to the PE coating. However, new processes using specialized machines can separate the paper fibers from coatings, enhancing paper cup recycling rates. Industry efforts lean toward circular economy models, aiming to reuse paper cup materials and reduce waste. Companies invest in designs that allow easier recycling and promote collection programs. Waste management improvements also focus on educating consumers and producers on responsible cup disposal to streamline recycling flows.
Advances in Machinery and Process Efficiency
Paper cup manufacturing now benefits from high-speed machines that consume less energy and generate less waste per cup. Techniques like ultrasonic sealing create airtight joints without excess adhesive, cutting material use. Inline flexographic printing integrates branding with minimal resource spend, improving efficiency. Future trends point toward smart manufacturing, automation with sensors for real-time quality control, and innovations targeted at sustainability. These advances help produce eco-friendly paper cups faster and cheaper while reducing the environmental footprint of the entire production line.
FAQs about paper cup manufacturing process:
What is the paper cup manufacturing process?
The paper cup manufacturing process involves converting large rolls of paperboard into cups through printing, cutting, shaping, and coating. It starts with feeding the paperboard into a machine that prints and applies a wax or plastic lining to ensure waterproofing. The paperboard is then cut into blanks, shaped into cup forms, and sealed using heat or adhesives. Finally, rims and bases are attached before the cups are sterilized and packed for distribution.
What materials are used in the paper cup manufacturing process?
The paper cup manufacturing process primarily uses paperboard coated with a polyethylene or PLA lining to prevent leakage. The outer layer may feature printed designs or branding, while the inner lining provides waterproofing. Additional materials include adhesives for sealing the cup edges and sometimes a plastic or paper lid for finished products. These materials ensure durability, hygiene, and usability in various beverage applications.
How long does the paper cup manufacturing process take?
The paper cup manufacturing process typically takes only seconds per cup on high-speed machines, with entire production runs lasting several hours to produce thousands of cups. The speed depends on machine capacity, cup size, and customization aspects like printing. Automated lines efficiently handle cutting, forming, lining, and sealing, allowing for rapid mass production to meet commercial demand.