
紙コップの製造工程は、スマートなデザイン、慎重な材料、精密な機械が混在しています。適切な板紙やコーティング剤の選択から、成形、シール、印刷まで、すべての工程が重要です。品質チェックによってカップの安全性と強度が保たれる一方、環境に優しい新しい製法によって廃棄物の削減と地球への悪影響の軽減が目指されています。このプロセスを理解することで、企業はより良いカップを作り、顧客のニーズに応えることができます。将来的には、より環境に優しい技術とより高速な機械が登場し、紙コップはよりスマートでクリーンなものになるでしょう。
ブログコンテンツ:##紙コップ製造に使われる原材料と部品
ベース素材としての板紙
板紙は紙コップ製造の芯材となり、構造と強度を提供する。一般的なタイプには、SBS(Solid Bleached Sulfate)、未晒クラフト、コーティングされた未晒クラフト、竹板紙などがあります。SBSは高品質な印刷に理想的な明るく白い表面を提供し、未晒クラフトは自然な外観と耐久性を向上させます。竹板紙は、その急速な再生可能性により、持続可能な代替品として台頭してきている。一般的な板紙の厚さは180~300gsmです。より厚い板紙は、カップの耐久性と断熱性を高め、ホット飲料カップには不可欠です。製造工程では、品質と強度に優れるバージン板紙と、持続可能性を支えるが耐久性で若干劣る再生板紙との間でバランスをとることが多い。適切な板紙の種類と厚さを選ぶことは、カップの性能、リサイクル性、環境への影響に影響します。様々なオプションについては 二重壁紙コップ環境に優しいカスタム断熱オプションこれは、デザインの選択が最終用途にどのような影響を与えるかを明らかにするものである。
| 板紙タイプ | 特徴 | 一般的な厚さ(gsm) | メリット | 欠点 |
|---|---|---|---|---|
| SBS(固体漂白硫酸塩) | 明るく白い表面、高い印刷品質 | 180 – 300 | 高品質印刷、強力 | より高いコスト |
| 未晒クラフト | 自然な外観、耐久性の向上 | 180 – 300 | 耐久性に優れ、環境に優しい外観 | 輝度の低い表面 |
| 無漂白クラフト | 表面コーティングの強化 | 180 – 300 | 印刷と強度の向上 | リサイクルの複雑さの可能性 |
| 竹板紙 | 持続可能で迅速な再生可能性 | 180 – 300 | 環境に優しく、再生可能 | 新興素材、コストは変動する可能性がある |
耐液性と絶縁のためのコーティング
液漏れを防ぎ、断熱性を高めるため、紙コップには板紙にコーティングが施されている。ポリエチレン(PE)コーティングは、その優れた耐液性と食品安全への適合性から広く使用されている。PEコーティングされたカップは、温かい飲み物や冷たい飲み物用として一般的ですが、プラスチック層があるためリサイクルには課題があります。ポリ乳酸(PLA)のようなバイオベースのコーティングは、生分解性で堆肥化でき、環境フットプリントを減らすことができるため、人気を集めている。PLAコーティングは、ラミネーションや押し出し成形によって施され、環境に優しいトレンドに沿いながら、同様の耐液性を提供する。ワックス・コーティングも選択肢の一つではあるが、耐熱性に限界があり、需要の高い用途にはあまり向いていない。押し出しやラミネーションを含むコーティング技術は、高品質の紙コップに不可欠な均一な保護層を確保し、食品との接触に必要な基準を達成するのに役立ちます。
品質に影響を与えるその他の要素
ベースとなる板紙やコーティングの他にも、最終製品の品質や使いやすさに影響する要素があります。食品グレードのインクと接着剤は、デザインを印刷し、カップの継ぎ目をしっかりとシールし、安全性と耐久性を確保するために不可欠です。これらの材料は、汚染を避け、製品の完全性を維持するために、厳格な規制基準に適合していなければなりません。カップの蓋とスリーブは、カップの保温性とユーザーの利便性を補完する重要なアクセサリーです。そのデザインと材質は、一貫した品質を維持するために、カップの製造工程と調和していなければなりません。化学的安全性を考慮した上で全ての部品を選択し、規制遵守を確保し、消費者の健康を守ることは、高品質の紙コップへの信頼を維持するために非常に重要です。
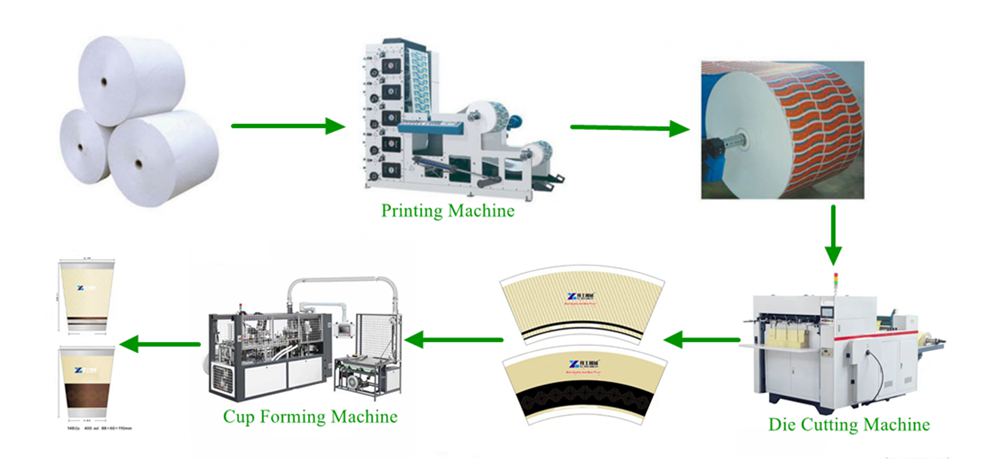
紙コップの製造工程と機械の詳細
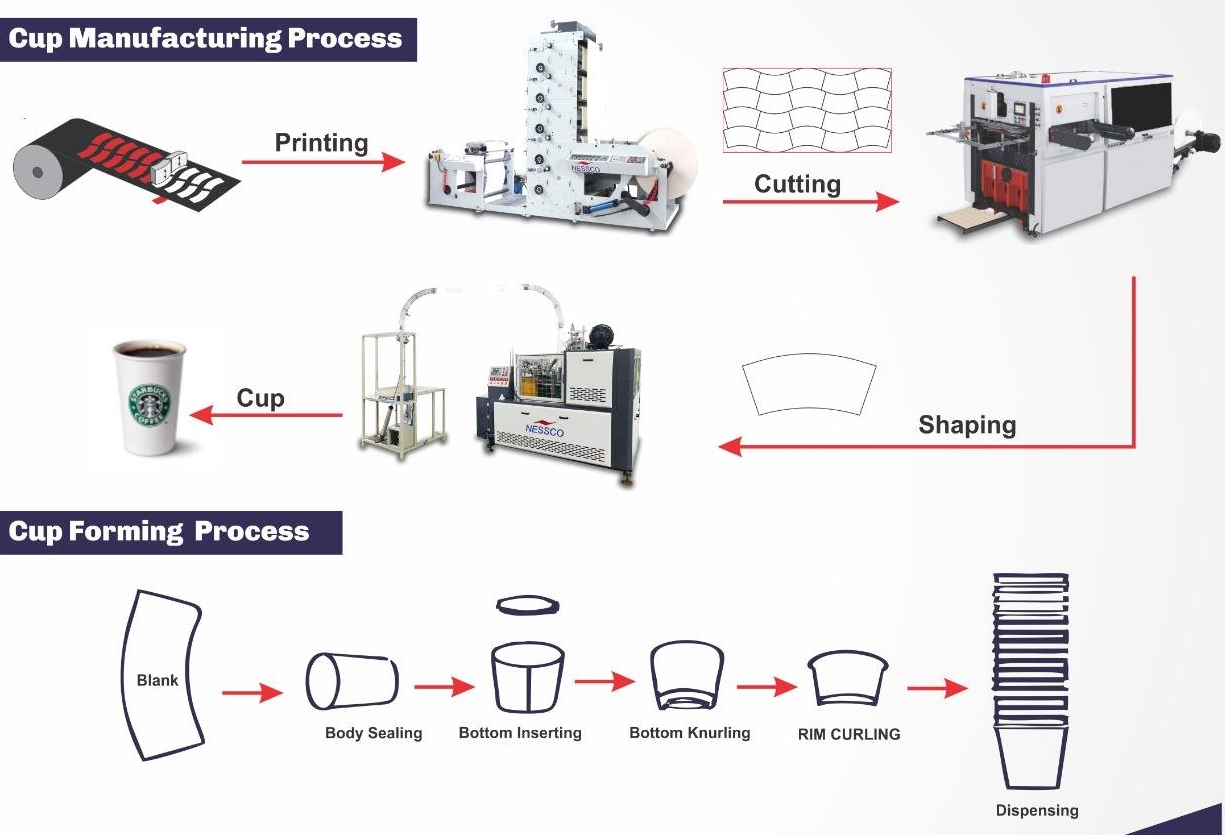
板紙の準備と印刷
紙コップの製造工程は、まず大きなロール状の板紙をほぐすことから始まり、均一な厚みと滑らかさを確保するために調整されます。この工程は、最終的なカップの強度と外観に影響するため、非常に重要である。次に、安全規制に準拠した食品安全インキを使用してフレキソ印刷を行います。印刷は、生産ライン上で直接行うインライン印刷と、機械のセットアップに応じて別工程で行う方法がある。多色刷りのデザインは一般的で、ブランドがロゴやメッセージをアピールするのに役立っている。印刷後、シートを乾燥・硬化させてインクを定着させ、にじみや欠陥がないことを確認してからブランクをカットする。
カップ・ブランクへの型抜き
その後、精密な型抜き機が、印刷されコーティングされた板紙をカップのブランクにカットします。これらの機械は、さまざまなカップのサイズやデザインに対応し、成形しやすいようにきれいなエッジを作るため、正確でなければなりません。裁断されたブランクは、成形機へのスムーズな投入のために系統的に積み重ねられ、ジャムを防ぎ、迅速な生産フローを確保します。
カップ形状の成形とシール
紙コップ成形機は、供給、成形、シール、積み重ねを含むすべてのステップを管理する全自動機と、多少の手動介入が必要な半自動機など、多種多様です。片面コート機と両面コート機は、断熱の必要性など、異なるカップ仕様に対応する。一部のラインでは、接着剤なしで気密性の高い継ぎ目を作るために、超音波溶接技術が使用されている。成形は、まずサイドウォールのブランクを丸め て円筒状にし、ホットメルト接着剤または超音波溶 接で継ぎ目をシールして耐久性を高めることから始ま る。別個にカットされたボトム・ディスクがシリンダー・ベースにヒートシールされ、漏れ防止カップが作られる。最後に、リムをカールさせて滑らかな飲み口を形成し、快適な飲み心地を実現する。素材の進化について詳しく知りたい方は、こちらをご覧ください。 生分解性紙コップ ページでは、製造業における持続可能な選択について概説している。
| 製造ステップ | 説明 | 主要設備 | 備考 |
|---|---|---|---|
| ほぐし&コンディショニング | 印刷用の板紙を準備する | アンワインダー、カレンダー | 滑らかさと強度を確保 |
| 印刷 | 食品に安全なインクでデザインを施す | フレキソ印刷機またはインライン印刷機 | 多色可能 |
| 乾燥と養生 | 板紙にインクを定着させる | 乾燥炉 | 汚れを防ぐ |
| 型抜き | 板紙をカップのブランクにカットする | 型抜き機 | 高い精度が要求される |
| 成形とシーリング | サイドウォールのカール、シールシームとボトム | 成形機・シール機 | ホットメルトまたは超音波シール |
| リム・カーリング | 飲み口を作る | カーリングマシン | ユーザーの快適性を向上 |
生産効率とスピード
最新の紙コップ製造機は毎分150~3000個の速度で作動し、大量生産用の工業用モデルはそれ以上の速度に達します。自動化は、人件費の削減と安定した品質の確保に重要な役割を果たしている。これらの機械は、定期的なメンテナンスによってダウンタイムを最小限に抑え、最適なパフォーマンスを維持します。
特殊カップ製造
ダブルウォールやリップルウォールタイプのような特殊なカップは、より複雑な製造工程を必要とする。ダブルウォールカップは、2つの板紙層を接着することで形成され、それぞれ別々にコーティングされているため、熱い飲料に対する断熱性が高い。リップルウォールカップは、保温のために波型の内層を使用します。これらの機械にインライン印刷を組み込むことで、生産中にカスタマイズされたブランディングや装飾デザインが可能になり、全体的なサイクルタイムを短縮し、効率を向上させることができる。これらの革新的な技術は、高品質な紙カップと環境に優しいオプションに対する多様な市場ニーズに応えています。 カスタム印刷紙コップ ブランディングの機会を紹介する。
紙カップ製造における品質管理と業界標準
品質管理の主なチェックポイント
紙コップの製造では、複数の品質管理チェックポイントが消費者の期待に応える高品質の紙コップの製造を保証します。リークテストは実際の液体保持条件をシミュレートし、カップの水密性を確認します。シーム強度試験は、サイドとボトムの接合部が破断することなく応力に耐えることを確認し、漏れや製品の不具合を防ぎます。コーティングの完全性検査では、ポリエチレン(PE)またはポリ乳酸(PLA)の層が板紙を完全に覆い、断熱性と耐湿性を維持していることを確認します。目視検査では、印刷品質を監査し、デザインがきれいで均一であることを確認し、積み重ねや使い勝手に影響する変形を避けるためにカップの形状の一貫性を検証します。これらのチェックポイントは、製品の一貫性を維持し、ブランドの評判を損なうような欠陥を避けるために重要です。
規制と安全基準
紙コップの製造は、板紙、コーティング剤、インク、接着剤などの材料に適用される食品安全規制を厳守しており、すべての構成部品が飲料と接触しても安全であることを保証している。規制の遵守により、危険性を最小限に抑えるため、食品グレードの無害なインクと管理された化学添加物の使用が義務付けられています。さらにメーカーは、持続可能性へのコミットメントを反映し、生分解性およびリサイクル可能なカップの環境認証を追求している。これらの認証は、植物由来のPLAコーティングやリサイクル可能な板紙の使用など、環境に優しい慣行の順守を強制するものである。このコンプライアンスにより、製品は法的基準を遵守しながら、安全で環境に配慮した紙コップに対する消費者の需要を満たすことができる。
| 品質管理対策 | 目的 | 試験方法 | 重要性 |
|---|---|---|---|
| リークテスト | カップが漏れないようにする | 圧力試験、液体充填試験 | 製品の故障を防ぐ |
| シーム強度試験 | ジョイントの耐久性を確認する | 引張強度試験 | 破損や漏れを防ぐ |
| コーティングの完全性検査 | コーティングが完全にカバーされていることを確認する | 目視および機械検査 | 断熱性と耐湿性を保証 |
| 目視検査 | 印刷品質と形状の一貫性を評価する | 手動または自動光学システム | ブランド訴求とユーザビリティの確保 |
品質管理がブランドの評判とコスト効率に与える影響
紙コップ製造における効果的な品質管理は、不良品、スクラップ、廃棄物を減らし、生産効率を最適化し、コストを削減します。縫い目の弱さやコーティングの欠陥など、問題を早期に発見することで、製造業者は費用のかかるリコールを防ぎ、高い処理能力を維持することができます。厳格な品質保証を維持することは、消費者の信頼性を高めることにもつながる。この信頼はブランドの評判と顧客ロイヤリティを向上させ、売上成長を促進する。さらに、厳格な品質管理は、材料の無駄を最小限に抑え、リサイクル可能なカップや生分解性カップが確実に機能するようにすることで、持続可能性の目標をサポートし、ブランド価値を市場動向や規制上の要求と一致させます。
紙コップ製造における環境配慮とイノベーション
従来の紙コップが環境に与える影響
従来の紙コップには、漏れを防ぎ耐久性を持たせるために、ポリエチレン(PE)コーティングが施されていることが多い。PEコーティングは効果的ではあるが、廃棄物処理施設が分別に苦慮する複合材料を作り出すため、リサイクルを困難にする。その結果、これらのカップの多くは埋立地に送られ、環境汚染の原因となっている。ライフサイクル分析によると、原料の採取(多くの場合木材パルプ)から廃棄に至るまで、PEコーティングされたカップのエコロジカル・フットプリントは大きい。板紙製造時のエネルギーと水の使用、さらにプラスチック層の残留が、長期的な廃棄物問題につながる。
新たな持続可能な素材と実践
環境への害を減らすため、メーカーは従来のプラスチックよりも早く分解される植物由来の代替品であるポリ乳酸(PLA)のような生分解性コーティングを使用することが増えている。リサイクル可能な素材から作られた板紙も人気を集めており、リサイクル性を阻害するプラスチック添加物を最小限に抑えている。革新的なものとしては、天然繊維と生分解性コーティングを組み合わせたバイオ複合材料から作られた堆肥化可能なカップがあり、これは産業用堆肥化セットアップで完全に分解され、埋立廃棄物を削減することができる。このような持続可能な取り組みは、環境に優しい紙コップを支え、紙コップ生産における全体的な持続可能性を向上させる。
| 素材/練習 | 環境面でのメリット | 課題 | 採用状況 |
|---|---|---|---|
| PEコーティング | 液体に強い | リサイクルが難しい | 広く使われているが、減少傾向にある |
| PLAコーティング | 生分解性、堆肥化可能 | コスト、工業的堆肥化が必要 | 人気上昇中 |
| リサイクル可能な板紙 | プラスチックの含有量を減らし、リサイクルしやすくした。 | 適切なリサイクル施設が必要 | 成長中の用途 |
| バイオ複合材料 | 工業用コンポストで完全に分解可能 | 限定的な大規模生産 | 新たなイノベーション |
紙コップのリサイクルと廃棄物処理
紙コップのリサイクルは、主にPEコーティングのために依然として困難である。しかし、特殊な機械を使用した新しいプロセスにより、紙繊維とコーティングを分離することができ、紙コップのリサイクル率を向上させることができる。業界の取り組みは、紙コップの素材を再利用し、廃棄物を減らすことを目的とした循環型経済モデルに傾いている。企業はリサイクルを容易にするデザインに投資し、回収プログラムを推進している。廃棄物管理の改善もまた、リサイクルの流れを合理化するために、責任あるカップの廃棄について消費者と生産者を教育することに重点を置いている。
機械とプロセス効率の進歩
紙コップ製造は現在、消費エネルギーが少なく、コップ1個あたりの廃棄物が少ない高速マシンの恩恵を受けている。超音波シーリングなどの技術は、余分な接着剤なしで気密性の高い接合部を作り、材料の使用量を削減します。インライン・フレキソ印刷は、最小限の資源消費でブランディングを統合し、効率を向上させる。今後のトレンドとしては、スマート製造、リアルタイムの品質管理のためのセンサーによる自動化、そして持続可能性をターゲットとしたイノベーションが挙げられます。これらの進歩は、生産ライン全体の環境フットプリントを削減しながら、環境に優しい紙コップをより早く、より安く生産するのに役立ちます。
紙コップ製造工程に関するFAQ:よくある質問
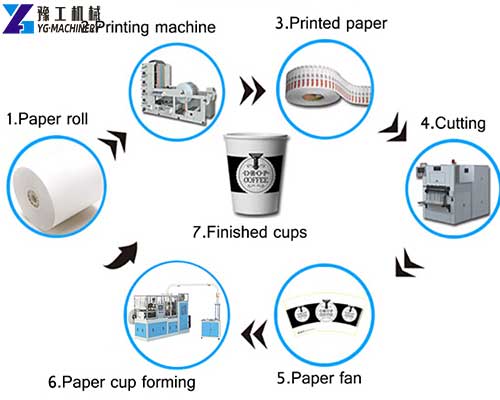
紙コップの製造工程は?
紙コップの製造工程では、大きなロール状の板紙を印刷、裁断、成形、コーティングを経てコップに変える。まず、板紙を印刷する機械に入れ、防水性を確保するためにワックスやプラスチックのライニングを施す。その後、板紙はブランクにカットされ、カップの形に成形され、熱や接着剤で密封される。最後に、カップが殺菌され、流通のために梱包される前に、リムとベースが取り付けられる。
紙コップの製造工程ではどのような材料が使われていますか?
紙コップの製造工程では主に、漏れを防ぐためにポリエチレンやPLAのライニングでコーティングされた板紙を使用する。外側の層にはデザインやブランド名が印刷され、内側の層には防水加工が施されている。さらに、カップの縁をシールするための接着剤や、完成品用のプラスチックや紙製の蓋が使われることもある。これらの素材は、様々な飲料用途において耐久性、衛生性、使いやすさを保証します。
紙コップの製造工程にはどれくらいの時間がかかりますか?
紙コップの製造工程は通常、高速の機械で1個あたり数秒しかかからず、数千個の紙コップを製造するのに数時間かかる。その速度は、機械の能力、カップのサイズ、印刷などのカスタマイズによって異なる。自動化されたラインは、裁断、成形、ライニング、シーリングを効率的に処理し、商業需要に合わせた迅速な大量生産を可能にする。